Bent to efficiency
High efficiency, low emissions and cost-optimized construction processes – these are the demands for power plants and their construction. Pipelines have an essential significance. On the one hand, tubes or pipes made of wear-resistant and resilient material, as well as small bending radii enhance the degree of efficiency of power plants. On the other hand, lean tube bending processes and automated production lines themselves provide a decisive contribution to cost efficiency in power plant construction.
The higher the process temperatures of power plants, the higher their efficiency. So that pipelines can resist the high temperature loads of 600 degrees Celsius and more, (high) temperature-resistant steels such as T91 are increasingly being used. In comparison to normal steels, these have the required creep strength to resist the loads through pressure and flow values. When forming these tubes, one must, however, take various aspects into consideration. Due to the strength of these steels, the bending machines used here must have the necessary bending forces. Yet despite the strength, these materials react more sensitive and wall-thickness tapering and out-of-roundness can occur in the tube bend. It is therefore essential that the tube bending machines engaged for pipelines in power plant construction meet the corresponding tolerance specifications. These include, for example, the European standard EN 12952 or that of the American Society of Mechanical Engineers ASME B31.1. Meeting these standards plays a significant role, in particular in light of the fact that power plant construction makes increasing use of smaller boilers with higher capacity. Heavier wall thicknesses and smaller bending radii are required to manufacture these high-performance boilers. Not infrequently, the minimal bending radius must be 1 x D, depending on tube diameter (in part also less than 1 x D). In view of the high temperature-resistant and sensitive materials the bending challenge behind this is correspondingly significant.
Two bend heads for effective production
Processes can be designed cost efficient through efficiency increase not just in power plant operation. Lean production processes already provide an essential contribution towards cost efficiency during the construction of power plants. That is the reason why machines with two bend heads have established themselves for the production of pipelines, because they permit time-optimized production of complex tube serpentines. The CNC 100 DB Twin by Schwarze-Robitec represents such a solution. It has two bend heads which can be moved vertically and horizontally (1x left bending, 1x right bending), which bend the tube alternately clockwise and anticlockwise. In this manner, the machine offers high flexibility, for example when manufacturing superheater coils. The tube serpentine does not need to be turned after each bend, which guarantees quick and economic production processes and the manufacture of long side lengths. As an option, both bend heads can also bend in the same bending direction. By using different sized bend formers, different sized bending radii can be produced.
Especially conceptualized for power plant construction, the CNC 100 DB Twin also takes into consideration the initially described properties of tubes made of (high) temperature-resistant steels. For a Chinese power plant builder, for example, Schwarze-Robitec designed both the CNC 100 DB Twin and the customer-specific bending tools according to international standards. The power plant builder produces boiler tubes made of the high-temperature (resistant) steels with dimensions from 32 x 3.5 to 63.5 x 13 millimeters.
Fully automatic manufacturing chains
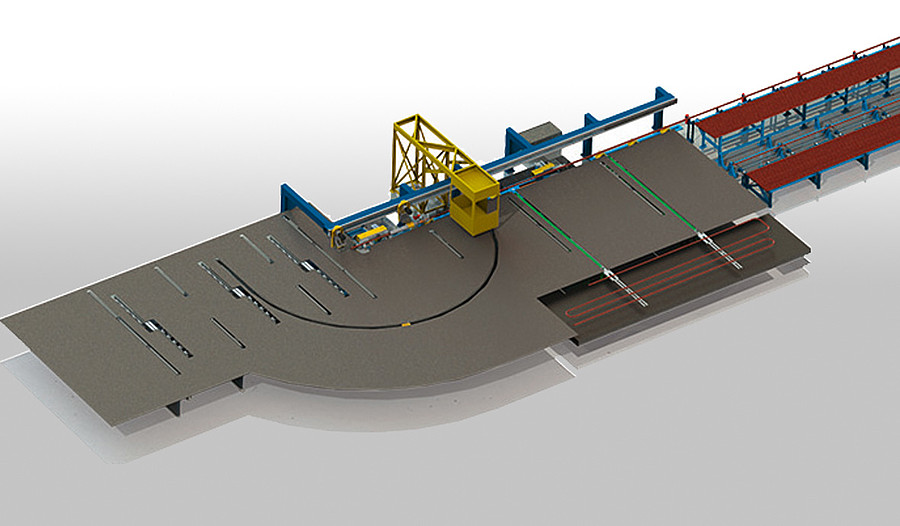
Fully automatic manufacturing chains make a further contribution towards cost efficiency in power plant construction. When storage, materials-handling and manufacturing technology interact optimally, they reduce cycle times and therefore decide about the performance and competitive edge of a company. Schwarze-Robitec has developed an automation concept with which all machines can be fitted with optional extras, depending on bending order, and expanded to a fully-automatic manufacturing system. Such a system on the basis of the CNC 100 DB Twin has just been delivered to the already mentioned Chinese power plant construction company. The rationalization extends across the complete production chain: from material supply to handling and quality testing all the way to the dispatch of the ready bent pipelines.
First off, the tube is moved via a transport system from the warehouse to the separating unit and is then conducted on to the quality control of the weld seams. After the x-ray control, the transport system moves the flawless tube – the faulty ones are rejected – to the other end of the system. The transport trolley with index head, which is mounted on a hanging guide surface, takes over the feed to the bending machine and flip-over table. The flip-over table is specially designed for handling the long pipelines. The integrated flip-over arms turn the tube serpentines quickly and securely between the individual bending procedures. During the bending procedures, the flip-over arms position themselves flat in rest position to avoid collision with the serpentines. After the tube system has been completed on the twin-head machine,
it is taken to the Terminal-End-Bender with a gripper unit. This is a further bending machine which undertakes bends in both directions at the rear end of the tube serpentine. The ready bent tube system is subsequently conducted out of the manufacturing system by means of the tube ejection unit. All these system components are operated centrally from an operator’s cabin. With the help of such automated manufacturing chains large potentials, such as higher manufacturing speeds and low rejects, can be utilized..
Technical know-how for membrane tube walls
The German manufacturer also offers a specialized bending technology for the bending of complete membrane tube walls usual in modern boiler and power plant construction: The FL machine series processes tube walls with a maximum width of 3,600 millimeters and a length of 25,000 millimeters, or more precisely and quickly by means of the compression bending method. It ensures that the tube wall is clamped securely at all times. In addition, there is the option of bending the tube walls diagonally. This enables simple manufacture of the “gradient” of a boiler wall and saves considerable levelling and assembly costs when setting up the boiler. “Overall we have been developing and producing tube cold bending machines, which are specially designed for the particular requirements in power plant construction, for more than 55 years” summarizes General Manager Bert Zorn. “We supply the full band-width of solutions: From the semi-automatic booster bending machine and fully-automatic bending lines all the way to turn-key systems.” In addition, the company has developed the heavy duty machine series for power plant construction. Equipped with special tools these machines bend thin and thick-walled tubes up to a maximum diameter of 426 x 22 millimeters.

